We provide precision custom-milled components suitable for both rapid prototyping and full-scale production.
Our CNC Milling services leverage new, state-of-the-art machinery engineered for exceptional performance and consistency. We are fully equipped to handle a wide range of parts, specializing in holding tight tolerances to ensure every component meets rigorous specifications. This capability allows us to produce precise parts for typical applications such as custom fixtures and tooling, complex housings and enclosures, specialized machine components, and low-to-high volume production runs. We deliver a consistent, high-quality product whether you require parts for rapid prototyping or demanding production volumes.

| Maximum Part Size | 64in. x 32in. x 27in. (1630mm x 815mm x700mm) |
|---|---|
| Minimum Part Size | 0.20in. x 0.20in x .004in.(6.35mm x 6.35mm x 1.016mm) |
| Tolerances | +/-0.002in. (+/-0.05mm) |
| Radii | Sharp inside corners on a part will be radiused (rounded) as a natural result of the CNC machining process. |
| Text | Plastics and soft metals: Minimum width of 0.018 in. (0.457mm), depth of 0.0118 in. (0.3mm). Example text size would be 16 point Arial Rounded MT font. Hard metals: Minimum width of 0.033 in. (0.838mm) and depth of 0.0118 in. (0.3mm). Example text size would be 22 point Arial Rounded MT font. |
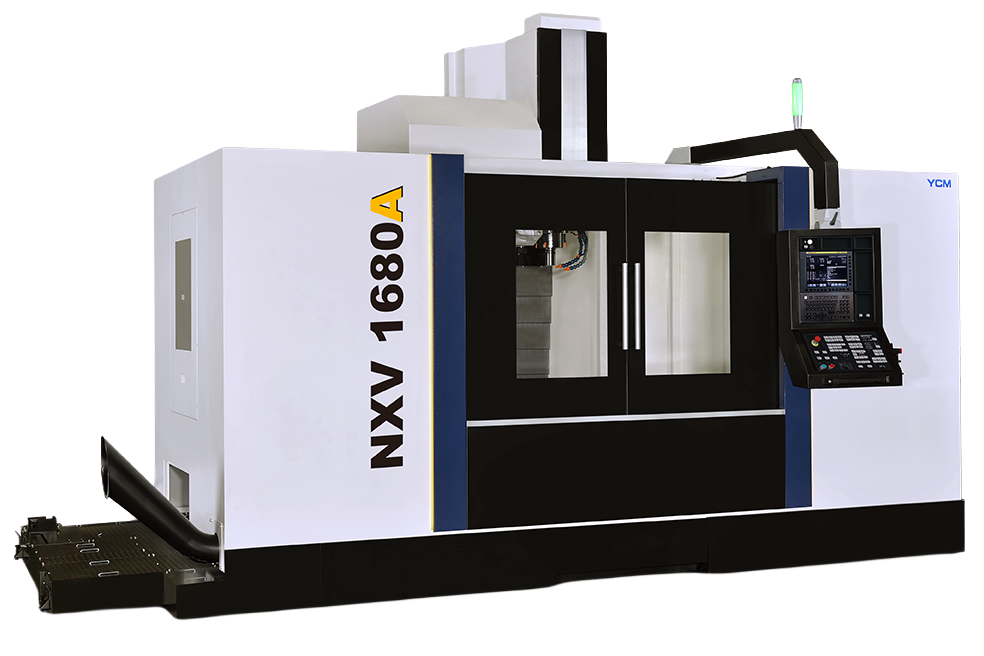
The YCM NXV1680A is a Large-Capacity, High-Performance 3-axis Vertical Machining Center (VMC), built with extended X-axis travel and a heavy-duty table to handle long, heavy workpieces with exceptional rigidity. It is primarily used in automotive, heavy equipment, large die/mold bases, and general manufacturing where combining high spindle speed (for efficiency) with a massive work envelope is a critical requirement.
| Category | Specification | Imperial Value | Metric Value | Operational Insight (What it Means) |
|---|---|---|---|---|
| Work Envelope (Capacity) | X-Axis Travel | 64.2 in. | 1,630 mm | Massive width capacity for extra-long parts (e.g., long fixtures, aerospace components, large plates). |
| Y-Axis Travel | 32 in. | 815 mm | Deep capacity allowing for larger workpieces than standard VMCs. | |
| Z-Axis Travel | 27.6 in. | 700 mm | Excellent vertical clearance for tall parts, deep pocketing, or large fixtures. | |
| Max Table Load | ≈3,300 lbs | ≈1,500 kg | Extremely high load capacity for heavy dies, large steel/iron castings, and multi-part fixturing. | |
| Table Size | ≈68 in.×32 in. | ≈1,730 mm×810 mm | A very large work surface to accommodate the maximum travels. | |
| Power & Speed | Spindle Speed (Max) | 12,000 RPM (Std) | 12,000 RPM (Std) | Maintains high speed even with its large size, ideal for fast aluminum and fine surface finishes. |
| Spindle Power | 25 HP (Std) to 50 HP (Opt.) | 18.5 kW (Std) to 37 kW (Opt.) | High power options ensure the machine can handle heavy, deep roughing cuts across its entire envelope. | |
| Spindle Taper | BBT-40 (Dual Contact) | BBT-40 (Dual Contact) | Provides the rigidity and stability needed for precise machining over the long travels. | |
| Tooling & Efficiency | Tool Capacity (ATC) | 24T (Opt. 30T/48T/60T) | 24T (Opt. 30T/48T/60T) | Adequate capacity, with options to support complex jobs requiring many different tools. |
| Rapid Feedrate | ≈1,181 IPM | ≈30 m/min | Fast rapids for a machine this size, minimizing non-cutting time. | |
| Machine Weight | ≈24,250 lbs | ≈11,000 kg | High weight provides a solid, stable foundation necessary for accurate machining on such long axes. |

The YCM TV158B is a Heavy-Duty, High-Rigidity 3-axis Vertical Machining Center (VMC) featuring a robust CAT 50 spindle taper and Boxed Ways, engineered for maximum torque and material removal. It excels at aggressive roughing, machining large steel and titanium components, and handling heavy die and mold work in demanding industries like aerospace, energy, and large-scale manufacturing.
| Category | Specification | Imperial Value | Metric Value | Operational Insight (What it Means) |
|---|---|---|---|---|
| Work Envelope (Capacity) | X-Axis Travel | 59.0 in. | 1,500 mm | Very long capacity for large parts, dies, or multiple large fixtures. |
| Y-Axis Travel | 33.8 in. | 860 mm | Significantly deeper capacity than standard VMCs. | |
| Z-Axis Travel | 29.5 in. | 750 mm | Excellent vertical clearance for tall fixtures and deep workpieces. | |
| Max Table Load | ≈4,400 lbs | ≈2,000 kg | Massive load capacity for heavy raw material, steel plates, or large dies. | |
| Power & Torque | Spindle Taper | CAT 50 or BT50 | CAT 50 or BT50 | The defining feature. Larger taper means a larger, stronger connection for maximum torque and heavy cuts. |
| Spindle Speed (Max) | 6,000 RPM (Std) / 10,000 RPM (Opt) | 6,000 RPM (Std) / 10,000 RPM (Opt) | Lower standard speed than high-speed VMCs, but this is a gear-driven spindle built for torque, not just speed. | |
| Spindle Power | 33.5 HP (Standard) | 25 kW (Standard) | High continuous power, coupled with the CAT 50 taper, guarantees high metal removal rates in tough materials. | |
| Structure & Efficiency | Axis Guideways | Boxed Ways (Typical) | Boxed Ways (Typical) | Provides superior damping and rigidity for heavy, continuous cutting and high accuracy under load. |
| Machine Weight | ≈39,600 lbs | ≈18,000 kg | Extremely heavy build to absorb vibration and provide stability during the hardest roughing cuts. | |
| Tool Capacity (ATC) | 24-40 Tools | 24-40 Tools | Standard capacity with options, often handling heavier (up to 44 lb) tools. | |
| Control System | FANUC 32i / Heidenhain | FANUC 32i / Heidenhain | Robust controls capable of handling the high data processing demands of large 3D toolpaths. |

The YCM RX65 is a 5-axis High-Performance Vertical Machining Center (VMC) built for complex, high-precision work, often used in aerospace, medical, die & mold production.
| Category | Specification | Imperial Value | Metric Value | Operational Insight (What it Means) |
|---|---|---|---|---|
| Work Envelope (Capacity) | X-Axis Travel | 24.4 in. | 620 mm | Maximum Width for machining. |
| Y-Axis Travel | 20.47 in. | 520 mm | Maximum Depth for machining. | |
| Z-Axis Travel | 18.11 in. | 460 mm | Maximum Height clearance (tool tip to table). | |
| Max Part Diameter | Ø25.6 in. | Ø650 mm | Largest part the 5-axis trunnion can handle. | |
| Max Part Weight | 661 lbs | 300 kg | Maximum load for the rotary table. | |
| 5-Axis Performance | B-Axis Travel (Tilt) | ±110∘ (approx.) | ±110∘ (approx.) | Allows deep, undercut features on a wide range of angles. |
| C-Axis Travel (Rotation) | 360∘ Continuous | 360∘ Continuous | Full rotation for machining all sides in one setup. | |
| CNC Control System | FANUC 31i or Heidenhain | FANUC 31i or Heidenhain | High-end systems required for simultaneous 5-axis motion. | |
| Power & Speed | Spindle Speed (Max) | 15,000 RPM (Typical) | 15,000 RPM (Typical) | Excellent for finishing, micro-machining, and high-speed steel/aluminum. |
| Spindle Power | 30 HP | 22.4 kW | Good balance for both heavy roughing and high-speed finishing. | |
| Spindle Taper | BBT-40 (Dual Contact) | BBT-40 (Dual Contact) | Ensures high rigidity and accuracy for precision cutting. | |
| Tooling & Efficiency | Tool Capacity (ATC) | 40 Tools (Opt. 60) | 40 Tools (Opt. 60) | Ample capacity for complex 5-axis parts requiring many different tools. |
| Rapid Feedrate | 1,417 IPM | 36 m/min | Quick machine movement between cuts, reducing non-cutting time. | |
| Min Feature Size | Ø0.02 in. | Ø0.5 mm | Smallest practical feature size (limited by tooling and vibration). |

The YCM E5 is a 3-axis High-Efficiency Vertical Machining Center (VMC) featuring an expansive X-axis, built for general-purpose high-volume production, large plate machining, and heavy metal removal across industries like automotive, general job shops, and large fixture manufacturing.
| Category | Specification | Imperial Value | Metric Value | Operational Insight (What it Means) |
|---|---|---|---|---|
| Work Envelope (Capacity) | X-Axis Travel | 40.1 in. | 1,020 mm | Large width capacity for machining long parts or multiple parts in a single setup. |
| Y-Axis Travel | 20.47 in. | 520 mm | Standard depth capacity. | |
| Z-Axis Travel | 21.26 in. | 540 mm | Good vertical clearance for tall fixtures or parts. | |
| Max Table Load | ≈1,100 lbs | ≈500 kg | High load capacity for heavy steel/iron work or large fixtures. | |
| Table Size | ≈44 in.×20.5 in. | ≈1,120 mm×520 mm | Generous working surface for large vises or complex workholding. | |
| Power & Speed | Spindle Speed (Max) | 10,000 RPM (Std) | 10,000 RPM (Std) | A balanced speed—good for roughing steel and aluminum, but not ideal for fine, high-speed contouring (like mold finishing). |
| Spindle Power | 20 HP | 14.9 kW | Solid power for heavy metal removal rate (roughing cuts). | |
| Spindle Taper | BBT-40 (Dual Contact) | BBT-40 (Dual Contact) | Ensures high rigidity for heavy cuts and minimizes vibration, improving surface finish. | |
| Tooling & Efficiency | Tool Capacity (ATC) | 24 Tools | 24 Tools | Standard capacity—sufficient for most sequential 3-axis production and job work. |
| Rapid Feedrate | ≈1,417 IPM | ≈36 m/min | Quick movement between cuts, keeping cycle times efficient. | |
| Control System | FANUC (MXP200FA+) | FANUC (MXP200FA+) | A reliable, common control with features like AI Contour Control for faster processing of 3D toolpaths. |
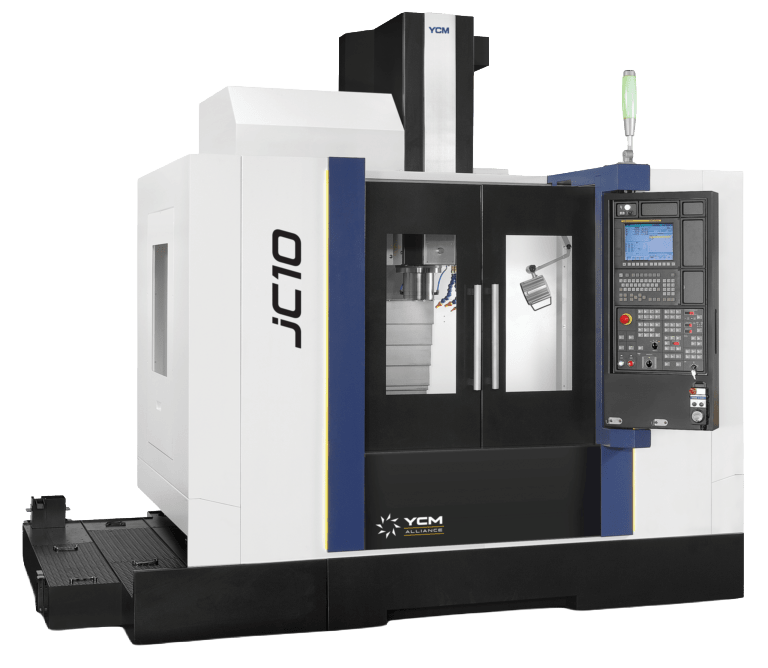
The YCM jC10 is a 3-axis High-Speed Vertical Machining Center (VMC) that offers a wide travel envelope combined with a high-speed spindle, making it ideal for high-mix job shops, fast aluminum machining, and medium-to-large mold and tooling applications where speed, finish, and flexibility are paramount.
| Category | Specification | Imperial Value | Metric Value | Operational Insight (What it Means) |
|---|---|---|---|---|
| Work Envelope (Capacity) | X-Axis Travel | 40.1 in. | 1,020 mm | Excellent width for long parts or multiple vises/fixtures. |
| Y-Axis Travel | 20.4 in. | 520 mm | Standard depth capacity. | |
| Z-Axis Travel | 21.2 in. | 540 mm | Good vertical clearance for tooling and tall workpieces. | |
| Max Table Load | ≈1,100 lbs | ≈500 kg | High load capacity for heavy material blocks or fixtures. | |
| Table Size | ≈44 in.×20.5 in. | ≈1,120 mm×520 mm | Generous working surface for fixturing flexibility. | |
| Power & Speed | Spindle Speed (Max) | 12,000 RPM (Std) | 12,000 RPM (Std) | High speed for fast aluminum machining, mold work, and fine finishes with small tools. |
| Spindle Power | 25 HP | 18.5 kW | Excellent power for maintaining high metal removal rates, even with the fast spindle. | |
| Spindle Taper | CAT-40 or BBT-40 | CAT-40 or BBT-40 | Often comes with the BBT-40 Dual Contact for superior rigidity and accuracy during heavy or high-speed cuts. | |
| Tooling & Efficiency | Tool Capacity (ATC) | 24-30 Tools | 24-30 Tools | Standard/ample capacity for high-mix job shop work. |
| Rapid Feedrate | ≈1,417 IPM | ≈36 m/min | Quick axis movement, reducing non-cutting time in the cycle. | |
| Control System | FANUC MXP-200FB+ | FANUC MXP-200FB+ | Reliable control known for ease of use in production environments. |
Aluminum is a highly favored material for machining because it features low density, good mechanical strength, excellent thermal and electrical conductivity, and natural corrosion resistance.
6061-T651: Known for its good general-purpose properties, including strength, weldability, and corrosion resistance. It’s often used in structural components.
7075-T651: A high-strength alloy used in aerospace and high-stress applications where strength is paramount.
2024-T351: Valued for its high fatigue resistance and strength, frequently employed in aircraft structures.
| Pros (Advantages) | Cons (Challenges) |
|---|---|
| Excellent Machinability (Easy to cut, allowing for high speeds and quick cycle times) | Stringy Chip Formation (Can lead to chips wrapping around tools, requiring good chip evacuation) |
| High Strength-to-Weight Ratio (Lightweight yet offers substantial strength, especially in alloys like 7075) | Lower Melting Point (More susceptible to warping or thermal deformation at high machining temperatures) |
| Superior Thermal & Electrical Conductivity (Ideal for heat sinks and electrical components; helps dissipate heat from the cut zone) | Soft and Ductile Nature (Some alloys can be prone to burr formation and achieving a smooth finish can be challenging) |
| Excellent Corrosion Resistance (Forms a natural, protective oxide layer) | Lower Hardness than steel or titanium (Less durable for high-wear applications) |
| Readily Available & Recyclable (Often more cost-effective and environmentally friendly than other metals) | Higher Cost (More expensive than materials like steel, especially when factoring in energy for extraction/processing) |
Brass is an alloy of copper and zinc that is highly valued for machining due to its good strength, and resistance to corrosion. The addition of elements like lead (in alloys like C360 Free-Machining Brass) makes it one of the easiest metals to cut, leading to fast cycle times and a clean finish.
C360 (Free-Machining Brass): This is the most common alloy for machining. It contains lead, which causes chips to break cleanly and easily, resulting in an excellent surface finish and long tool life. Used for fittings, gears, and general hardware.
C464 (Naval Brass): Contains a small amount of tin, giving it superior corrosion resistance in marine and high-stress environments.
C260 (Cartridge Brass): Has a higher copper content, providing excellent ductility and strength. It’s often used for components that require cold forming or deep drawing, like electrical connectors.
| Pros (Advantages) | Cons (Challenges) |
|---|---|
| Exceptional Machinability (especially C360, allowing for very fast, low-resistance cutting speeds) | Lead Content (In common alloys like C360, which may be restricted in applications like drinking water components, though lead-free alternatives exist) |
| Low Tool Wear (Easy cutting prolongs tool life and reduces operational costs) | High Material Cost (More expensive than steel or aluminum) |
| Good Thermal & Electrical Conductivity (Suitable for electrical connectors and heat transfer applications) | Lower Strength/Hardness (Generally weaker than steel or high-strength aluminum, limiting its use in high-stress structural parts) |
| Excellent Corrosion Resistance (Especially in alloys like Naval Brass) | Prone to Tarnishing (Requires plating or coating for long-term aesthetic appeal) |
| Aesthetic Appeal (Naturally golden color is desirable for decorative and architectural parts) | Stringy Chip Formation (In alloys without lead, which requires careful chip management) |
Bronze is a copper-based alloy valued in machining for its excellent corrosion resistance (especially to saltwater), wear resistance, strength and low friction properties. Bronze is often used for high-load components that require corrosion resistance, such as marine fittings, bearings and gears.
Tin Bronze (e.g., C90500): A common, all-purpose bronze known for its high strength, good ductility, and wear resistance. It can be challenging to machine due to its toughness.
Leaded Tin Bronze (e.g., C93200 – Bearing Bronze): Contains lead to significantly improve machinability and provide superior anti-friction properties. This is one of the most common alloys for high-speed bushings, washers, and wear plates.
Aluminum Bronze (e.g., C95400): Offers the highest strength among copper-based alloys, as well as exceptional corrosion resistance, especially in marine environments. It is harder and more challenging to machine than leaded bronze.
Phosphor Bronze (e.g., C54400): Contains a small amount of phosphorus, which increases hardness and fatigue resistance. It has good spring qualities and is often used for electrical connectors and diaphragms.
| Pros (Advantages) | Cons (Challenges) |
|---|---|
| Excellent Bearing Properties (Low friction, self-lubricating, ideal for bushings and gears) | High Material Cost (Significantly more expensive than steel or aluminum) |
| Superior Corrosion Resistance (Especially in saltwater and atmospheric environments) | Lower Machinability (Pure/unleaded bronzes are tough and require low speeds, though leaded grades are excellent) |
| High Strength and Durability (Especially Aluminum Bronze and Phosphor Bronze) | Prone to High Thermal Expansion (Requires careful consideration for tight tolerances) |
| Good Electrical and Thermal Conductivity (Useful for some electrical components) | Heavy (Higher density than steel, making it unsuitable for lightweight applications) |
| Aesthetic Appeal (Classic color is desirable for decorative components and statuary) | Potential for Stringy Chips (In non-leaded alloys, requiring good chip control) |
Copper is highly sought after for machining due to its extraordinary thermal and electrical conductivity, making it essential for heat dissipation and electrical components. It also offers good corrosion resistance and ductility.
C11000 (Electrolytic Tough Pitch Copper): High purity, offering the highest electrical and thermal conductivity. It is the most challenging to machine due to its ductility and tendency to form stringy chips. Used primarily for conductors and busbars.
C14500 (Tellurium Copper): The most common free-machining copper alloy. The addition of tellurium causes chips to break cleanly, dramatically improving cutting speed and surface finish with minimal loss of conductivity. Used for connectors, bolts, and plumbing parts.
C17200 (Beryllium Copper): Offers high strength and hardness (comparable to steel) along with good conductivity. It is heat-treatable for high-wear applications, such as plastic injection molds and welding components.
| Pros (Advantages) | Cons (Challenges) |
|---|---|
| Highest Thermal Conductivity (Ideal for heat sinks, exchangers, and cooling systems) | Poor Machinability (Pure copper is soft and forms long, stringy chips that tangle; special alloys are needed) |
| Highest Electrical Conductivity (Essential for electrical contacts, terminals, and busbars) | High Material Cost (One of the most expensive non-precious metals) |
| Excellent Corrosion Resistance (Resists rust and deterioration) | High Ductility and Low Hardness (Pure copper is soft and prone to deformation and burr formation) |
| Ductile and Formable (Useful for bending and shaping after machining) | Tendency to Tarnish (Surface will oxidize and darken over time if not protected) |
| Good Strength (Especially in alloys like Beryllium Copper) | Can be Hazardous to Machine (Beryllium Copper dust requires strict ventilation and safety protocols) |
Steel is one of the most widely used materials in machining due to its exceptional strength, durability, and relatively low cost compared to non-ferrous metals like titanium or copper.
| Pros (Advantages) | Cons (Challenges) |
|---|---|
| High Tensile Strength & Hardness (Ideal for load-bearing and high-wear components) | Lower Machinability (Requires slower speeds, lower feeds, and more rigid setups than aluminum or brass) |
| Excellent Durability & Wear Resistance (Long lifespan in demanding conditions) | High Cutting Temperatures & Forces (Especially with hard or stainless alloys, requiring robust cooling and tooling) |
| Lowest Cost per Pound (Most cost-effective choice for large or heavy parts) | Prone to Rust (Carbon and alloy steels require plating or coating to prevent corrosion) |
| Wide Range of Alloys (Allows tailoring properties like strength, ductility, and corrosion resistance) | Tendency to Work Harden (Especially stainless steel, which requires specific cutting strategies to prevent rapid tool wear) |
| Good Heat Treatability (Properties can be dramatically improved through tempering or hardening processes) | Heavier than Aluminum/Titanium (Not suitable for lightweight applications) |
Titanium is a favored material for machining because of its excellent strength-to-weight ratio, high corrosion resistance, and biocompatibility.
| Pros (Advantages) | Cons (Challenges) |
|---|---|
| Exceptional Strength-to-Weight Ratio | High Cutting Forces (due to high strength) |
| Superior Corrosion Resistance | Rapid Work Hardening during cutting |
| Excellent Biocompatibility (ideal for medical/implants) | Low Thermal Conductivity (causes high heat in the cut zone) |
| High resistance to crack propagation | Accelerated Tool Wear and reduced tool life |
| Low coefficient of thermal expansion | High Material Cost (relative to steel or aluminum) |
Acrylic, scientifically known as Polymethyl Methacrylate (PMMA), is a popular thermoplastic chosen for CNC machining primarily because of its outstanding optical clarity, aesthetic appeal, and lightweight nature. It serves as an excellent, shatter-resistant alternative to glass, often used when transparency, a high-gloss finish, or UV stability is required.
Cast Acrylic: Created by pouring liquid monomer into molds. It is generally more resistant to scratching and has lower internal stress, making it easier to machine without cracking or warping. It produces stringy chips that require careful management.
Extruded Acrylic: Produced by continuously pushing material through a die. It is typically softer and has more internal stress. This stress can be released during machining, making it more prone to cracking and crazing. It produces brittle chips which are easier to manage.
| Pros (Advantages) | Cons (Challenges) |
|---|---|
| Exceptional Optical Clarity (Highest light transmission of any plastic) | Low Heat Resistance (Easily melts and softens due to friction; requires very slow speeds and coolants) |
| Excellent Weathering & UV Resistance (Does not yellow or become brittle outdoors) | High Flammability (Easily ignites; requires caution) |
| Good Machinability (Easily cut, routed, and polished to a high-gloss finish) | Prone to Stress Cracking/Crazing (Internal stresses, especially in extruded sheets, can lead to micro-fractures during or after machining) |
| Lightweight (Less than half the weight of glass) | Easily Scratched (Requires careful handling compared to harder materials) |
| Aesthetic Appeal (Available in a wide variety of colors and effects) | Lower Chemical Resistance (Sensitive to many common solvents and adhesives) |
Polycarbonate (PC) is a high-performance thermoplastic chosen for CNC machining primarily because of its outstanding impact strength (it is virtually unbreakable), high heat resistance, and transparency. It is often used as a lightweight, high-strength alternative to glass or in applications requiring extreme durability, such as safety shields, protective covers, and electronic components.
Standard Clear PC: Offers the highest light transmission and toughness. It is the most common grade for windows, lenses, and safety components.
Glass-Filled PC: The addition of glass fibers significantly increases the stiffness, strength, and dimensional stability while reducing its coefficient of thermal expansion. It is easier to machine to tight tolerances than unfilled PC.
Flame-Retardant PC: Modified to meet specific safety standards (e.g., UL 94 V-0), often used in electrical enclosures and public transport interiors.
| Pros (Advantages) | Cons (Challenges) |
|---|---|
| Highest Impact Strength (Virtually unbreakable; used in bullet-resistant applications) | Poor Chemical Resistance (Sensitive to many solvents, oils, and detergents, leading to stress cracking) |
| High Heat Resistance (Maintains properties at higher temperatures than many other plastics) | Prone to Stress Cracking (High internal stress from manufacturing can be released during machining, requiring annealing) |
| Good Optical Clarity (Excellent transparency, though slightly less than acrylic) | Requires Annealing (Pre-heating and slow cooling is often needed before and after machining to minimize stress) |
| Good Dimensional Stability (Better than ABS or Nylon) | Sensitive to High Temperatures (Easily melts and smears if spindle speeds are too high) |
| Lightweight (Much lighter than glass or aluminum) | High Material Cost (More expensive than general-purpose plastics like ABS or PVC) |
Polytetrafluoroethylene (PTFE), best known by the brand name Teflon, is a high-performance thermoplastic chosen for CNC machining primarily because of its exceptionally low coefficient of friction, making it virtually non-stick. It also boasts outstanding chemical inertness, wide temperature range stability, and excellent electrical insulation. Machining PTFE is challenging due to its softness and high thermal expansion.
Virgin PTFE: Pure, unfilled PTFE offering the maximum chemical inertness and lowest coefficient of friction. It is the most challenging to machine due to its softness and tendency to deform. Used for seals and chemical linings.
Glass-Filled PTFE: The addition of glass fibers significantly improves wear resistance, rigidity, and dimensional stability while reducing creep. This makes it substantially easier to machine than virgin PTFE. Used for bearings and pump parts.
Carbon-Filled PTFE: The addition of carbon and graphite increases hardness, load-bearing capacity, and compressive strength. It also offers better thermal conductivity and antistatic properties. Used for high-wear seals and piston rings.
| Pros (Advantages) | Cons (Challenges) |
|---|---|
| Lowest Coefficient of Friction (Virtually non-stick and self-lubricating) | Poor Dimensional Stability (High thermal expansion and tendency to creep or deform under load) |
| Superior Chemical Inertness (Resistant to almost all chemicals and solvents) | Extremely Soft and Flexible (Difficult to hold securely without deformation; requires special clamping methods) |
| Very Wide Operating Temperature Range (Stable from −200∘C up to +260∘C) | Difficult Chip Management (Forms long, continuous, gummy chips that easily tangle around the tool) |
| Excellent Electrical Insulation (High dielectric strength) | Low Strength and Stiffness (Not suitable for structural or high-stress parts) |
| Low Moisture Absorption (Maintains properties even when wet) | High Material Cost (One of the most expensive common plastics) |
Delrin, the brand name for Polyoxymethylene (POM) or Acetal, is a high-strength thermoplastic highly favored in CNC machining for its excellent mechanical properties, outstanding dimensional stability, and inherent lubricity. It is often used as a direct replacement for metal where weight reduction and self-lubrication are required, making it ideal for precision parts like gears, bearings, and bushings.
Homopolymer Acetal (POM-H, i.e., Delrin): Offers slightly higher strength, stiffness, and hardness. It is generally preferred for high-precision, high-stress parts. However, it can release trace amounts of formaldehyde gas when machined at excessive temperatures.
Copolymer Acetal (POM-C): Offers better chemical resistance and hot water resistance than POM-H. It has less internal stress, making it less prone to cracking or crazing during machining. It is commonly used for parts requiring sterilization or exposure to hot liquids.
Filled Grades: Grades with fillers like PTFE or glass beads are used to reduce friction further or increase stiffness, respectively.
| Pros (Advantages) | Cons (Challenges) |
|---|---|
| Excellent Machinability (Cuts easily and yields fine tolerances) | High Thermal Expansion (Expands and contracts significantly with temperature changes, making tight tolerances difficult) |
| Superior Dimensional Stability (Low water absorption and low creep compared to many other plastics) | Sensitive to UV Light (Standard grades will degrade and chalk when exposed to sunlight/UV outdoors) |
| Low Coefficient of Friction & Wear Resistance (Self-lubricating, ideal for moving parts like gears and bearings) | Flammability (Burns with a clear flame and no smoke; requires good ventilation) |
| Good Electrical Insulator | Lower Temperature Limit (Not suitable for high-heat applications compared to PEEK or PTFE) |
| High Stiffness and Strength (Acts as a strong, durable, lightweight replacement for metal) | Crystallinity and Stress (Requires slow, gentle machining to avoid internal stress leading to warping or cracking) |
Magnus provides a comprehensive selection of surface finishes for CNC machined components to fulfill all project specifications. More advanced coating and plating options are also available.




Magnus Machining LLC
3206 Pleasant Valley Ln
Arlington, TX 76015
Phone: (972) 641-8888
Email: customerservice@magnusmachining.com
© 2025 Magnus Machining LLC | Privacy Policy & Terms of Service